
��ַ���߷������Ϲ���������2200̖
�Ԓ��0411-85647733
���棺0411-85647666
�]����116000
�Wַ��www.xzjcmc.com
���ܽǽ��|���S�Ѓ�Ȧ�ϵ�ĥ����4�N��������
�l���r�g��2023-06-15
��I��
�S����Ȧ�ӹ�����ĥ�����ӹ�ģʽ������ĥ���ӹ��ڄ���ռ���ڄ�����60%���ϡ������S�У�ͨ��ָ����ȼ���P4���ϣ���ĥ���ӹ���ռ��������ĥ���ӹ�����Ҳ�P�I����Ȧ�ϵ��鹤����λ���侫��ֱ��Ӱ��S�е����D���ȡ��������ƣ�ډ����ȣ���˜ϵ��ӹ��Ȟ���Ҫ���S�Ѓ�Ȧ�ϵ�ĥ���ӹ��ж�N���������N�ӹ������в�ͬ���m�÷����ͼӹ����c����θ����S�����c���_�xȡ�ӹ������Ը߾��ȡ���Ч�ʡ��ͳɱ�����ɼӹ���һ���y�}�������B���ܽǽ��|���S�Ѓ�Ȧ�ϵ���4�Nĥ��������֧��Ȧ�⏽��ĥ�ϡ�֧�Ȝϵ�ĥ�ϡ�֧�ȏ���ĥ�Ϻ����ݷ�ĥ�ϣ������ȸ��Ե����c��
1���ǽ��|���S�Ѓ�Ȧĥ����ˇ·��
�鱣�C�S�мӹ����ȣ��S������ӹ����ö�ѭ�h�ķ��������ܽǽ��|�S�еļӹ�ѭ�h�Δ������_��3�����ϡ�һ����f������ȼ�P4���Ͻǽ��|���S�Ѓ�Ȧĥ���ӹ�������Ҫ��ĥ����ĥ2��ѭ�h���ܝM�㾫��Ҫ�����Мϵ��ӹ���Ҫ�����⡣�S�Ѓ�Ȧĥ�ӹ�����·���飺����→��Ȧ�⏽�棨���Q���⏽��→�Ȝϵ�→�ȏ��棨���Q�ȏ��������桢���⏽��Ȝϵ���ӹ������棬����Ҫ���^�ߣ��DZ��C����ӹ����ȵĻ��A��
ĥ���ӹ���ˇ·�����ƶ���C�Ͽ��]�O���������aƷ���c���|�������ԡ��ӹ����ʵĴ_���ȣ���ͬ��ĥ����ʽ���ò�ͬ�Ĺ�ˇ·�����D1��ʾ���ԃ��⏽��ȏ�����ʕr�ă�Ȧĥ����ˇ·�����D�Ў�����̖�Ĺ����“�DZ��蹤��”����֧�ȏ�ĥ�ϟo�輚ĥ���⏽�;��Ѓ��⏽����֧���⏽ĥ����Ҫ�@2��������Ȧĥ���ڶ�ѭ�h֮�gҪ�M�П�̎��������͜ػػ𣩣�ȥ�����ӑ�������ʹ�M����������ֹ��Ȧ�ߴ�;��Ȱl��׃����
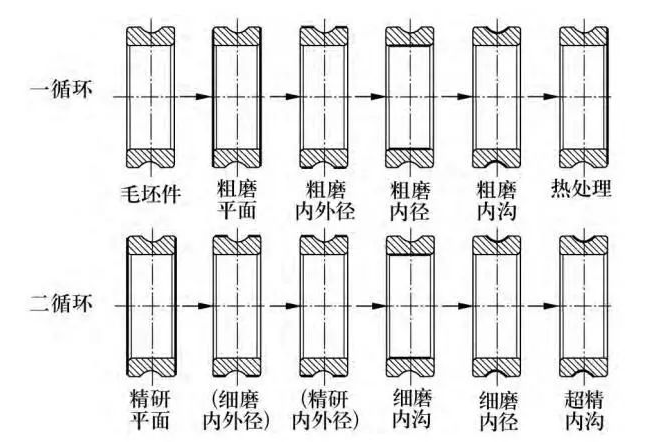
�D1 ���ܽǽ��|���S��ĥ���ӹ���ѭ�h��ˇ·��
2���ǽ��|���S�ЃȜϳ���ĥ������
2.1 ֧���⏽ĥ��
֧���⏽ĥ����һ�N���õ��S�ЃȜ�ĥ�ӹ���������ԭ����D2��ʾ��һ�����늴şo�ĊA�ߡ�֧���c����Ӳ�|�Ͻ��x��2��������һ���Ƕȣ��քe̎�ڊA�ߵĵ�3�͵�4���ޡ��{��֧�ЕrҪ���C���������c�A�����Ĵ���һ��ƫ����e����ʹ��������̎�ڊA�ߵ�4���ޡ�ĥ�ӹ��^���У��A���D�ӎ��ӹ����������D�ӣ�������֧�е���λ���ã����ҹ����c�A�ߴ���һ��ƫ�ģ���Ȧ����ƽ�����D��ɰ݆��ĥ�ӹ�ǰ��Ҫ�M�����Σ����ý����P��ɰ݆�⾉��������Ҫ���Πɰ݆�������M������ĥ��������ĥ�������c��ɰ݆���⏽���ٶȸߣ�ĥ��Ч�ʸߡ�ĥ�������c�������D������ͬ��
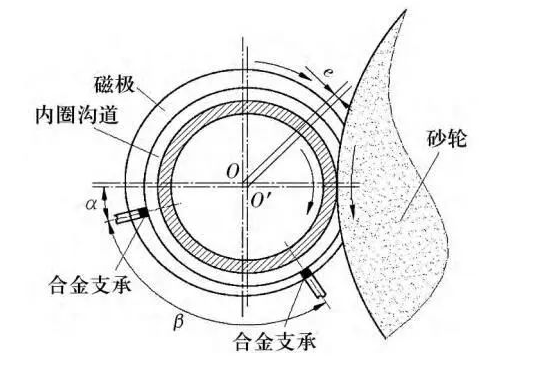
�D2 ֧���⏽ĥ��ԭ��D
�ӹ����c��1����������ĥ����ĥ��Ч�ʸߣ�2���ԃ��⏽��ĥ�����ʣ������⏽����Ҫ��ߣ�3���ϵ��ӹ�����һ�㡣
2.2 ֧�Ȝ�ĥ��
֧�Ȝ�ĥ��ԭ����D3��ʾ���@�N�ӹ���ʽ���濴�c֧���⏽ĥ�����ƣ����ӹ�ԭ����鲻ͬ��֧�Ȝ�ĥ���ԃȜϵ���֧�Ќ��Ȝϵ��Ȟ������Ҳ��ĥ���棬�ӹ��^���Пo�迼�]���⏽���ȣ��Ҝϵ�ĥ�����ȿɴ�����������⣬����ӹ��ȏ���r���Բ���֧�ЃȜϵķ�ʽ��������Ч���C�ȏ��澫�ȡ�ĥ����ʽ�Բ�������ĥ�����ӹ�Ч�ʸߡ�֧����̎λ�ú���ƫ���c֧���⏽ĥ����ͬ��
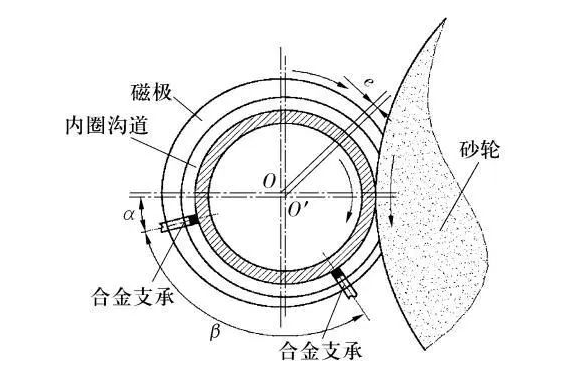
�D3 ֧�Ȝ�ĥ��ԭ��D
�ӹ����c��1���ӹ������^�ߣ�������F�ڃ�Ȧ�ϵ��c�ȿĺ��׃����Ki���ں��ϣ�2������ʽĥ����ĥ��Ч�ʸߣ�3������֧�Ȝ�ĥ�Ϲ�ˇ�r��ʡȥ�˃�Ȧ��߅�⏽ĥ������ʡ�˹��r��
2.3 ֧�ȏ�ĥ��
֧�ȏ�ĥ��ԭ����D4��ʾ�������ǰ����2��֧�зքe֧�й����ȏ����ϣ���������̎�ڊA�ߵ�4���ޣ�ǰ����֧��ʹ���������cɰ݆���Ļ���̎��ͬһˮƽ���ϣ�����ֱ�ӳ���ɰ݆�M�o�����������@�N�ӹ���ʽ�ԃȏ������ʣ��ϵ������Ƀȏ����ȱ��C�����ȏ��ļӹ��ԃ��⏽����ʣ���ˌ����⏽�ӹ�Ҫ��O�ߡ�ĥ�������������M�o�����M�o���^���^������׃�ο����r�����¹����a��׃�Σ���ɹ����ߴ硢�A�ȵȾ��Ⱥ��y���ơ�
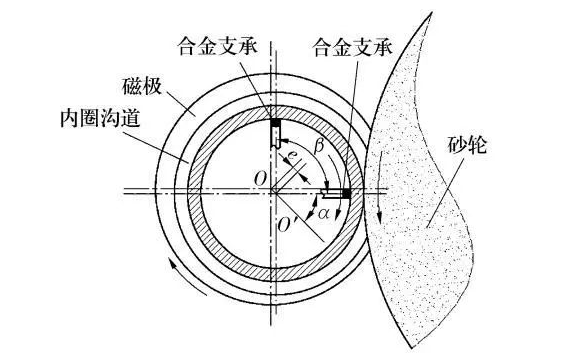
�D4 ֧�ȏ�ĥ��ԭ��D
�ӹ����c��1����ǰ������⏽���ȏ�����Ҫ��O�ߣ�2������������Ҫ��ߣ�3�����aЧ�ʲ��ߡ�
2.4 ���ݷ�ĥ��
���ݷ�ĥ���Ȝ���һ�N����λʽĥ��������ԭ����D5��ʾ��ǰ֧�О��֧�У�ƫ��̎�ڵ�1���ޣ���֧�О���֧�У�ƫ��̎�ڵ�4 ���ޣ���֧�ЊA��β= 30°��45°��ɰ݆�M�oĥ�������r�������������^늴şo�ĊA�ߵĊA������������Ó�x��4 ������֧�С��S��ĥ�����ĜpС�������ֻ�������֧���M������ĥ��������؏ͣ�ֱ��ĥ������Ҫ��ijߴ硣

�D5 ���ݷ�ĥ��ԭ��D
�ӹ����c��1����ǰ������⏽���ȏ�����Ҫ��ߣ�2���m���ڱ���ϵ���S��ĥ����3�������ӹ�׃����С��4�����aЧ�ʲ��ߡ�
3���YՓ
ͨ�^���w�ļӹ�ԇ��M�о��Ⱥ�Ч�ʵČ��ȷ������ó��YՓ��
1�������S����Ȧĥ�ӹ����ö�ѭ�h�ӹ���ʽ�����Խ���ĥ���ӹ��������pС׃�����������ӹ����ȡ�
2����Ҏ�������S�ЃȜ�ĥ���˲���֧�Ȝ�ĥ�Ϸ��������Ա��C�Ȝ�ĥ�����ȣ����⏽ֻ�M��һ��ĥ���ӹ����ܝM���OӋ���ȣ������˶�ѭ�h�ӹ����p���˼ӹ�������Ч����ߡ�
3�����ڱ���ϵ�к����⾫��Ҫ��ľ������S�ЃȜϼӹ������x�����ݷ�ĥ�Ȝϣ��mȻ�ӹ�Ч���Եͣ����ӹ����ȸߣ��UƷ�ʵ͡�
���ݹ��x�ԡ��S�С�
����Դ���S���s־�磩
������wԭ���ߺ͙C�����У�
���@2017�߷������S�йɷ�����˾ �|ICP��19015531̖-1
 ��Ϣ
��Ϣ ����朽�
����朽� �Pע�҂�
�Pע�҂�

 ���F
���F
